
Study on Microstructure and Mechanical Behavior of Spray Deposited and Hot Pressed Hypereutectic Al–Si Alloy
This paper reports the findings of the microstructural and tensile properties of spray deposited and hot pressed Al–Si alloys and compared with conventionally cast alloys of the same composition. In this present investigation, binary hypereutectic aluminum based alloy containing 17% and 22% weight of silicon is synthesized using spray deposition method and hot pressed to reduce the porosity. The microstructure of as cast, spray deposited and spray deposited and hot pressed alloys were examined by optical, scanning electron microscopy (SEM) and energy dispersive X-ray spectroscopy (EDS). Tensile tests on both as cast and spray deposited alloys were performed at room temperature. These tests revealed that the spray deposited alloys exhibited relatively high tensile strength and ductility compared to as cast alloys respectively. An attempt has been made to correlate the fractographic findings with the microstructure of the both as cast and spray deposited alloys before and after hot compression.
Keywords:Hypereutectic Al-Si alloy; Microstructure; Hardness; Tensile strength
Hyper eutectic Al-Si alloys are being used in the automobile industry and in other fields where high wear resistance, high specific stiffness; thermal stability and excellent dimensional stability are required [1]. Silicon also improves the flowability of Al-Si alloys due to its high latent heat of fusion and also increases the fluidity of the melt due to release of considerable amount of heat during solidification [2]. The source of processing difficulty with Al-Si alloy system is the liquid in the hyper eutectic region and also increasing Si content above 18 wt.% loses its flowability due to the increase in number of pro-eutectic silicon particles interfering with the metal flow [3]. Increasing the Si content above eutectic composition causes the formation of coarse, irregular block like or plate-like morphology of primary Si particulates with a large aspect ratio and needle or fibrous forms of eutectic Si phase results in inferior mechanical properties, wear behavior and poor machinability [4]. The spray deposition process is the rapid solidification technique which can lead to produce an equiaxed, homogeneous and refined micro structures with increased solid solubility [5,6]. The spray forming process essentially involves atomization and deposition where molten metal having sufficient super heat is disintegrated into a spray of micron sized droplets by a high energy inert gas jet and the droplets are forced to re consolidate on a conductive stationary or movable substrate held at a predetermined distance below the atomizer to provide a coherent, nearly dense and near net shape perform. Aim of the present study is to study the microstructure features, mechanical properties of spray deposited and hot pressed hypereutectic Al-Si alloys with Si content of 17 and 22 (wt.%) and compare the same with their as-cast counterpart.
In the present investigation the binary hypereutectic Al-17Si and 22Si alloys were prepared by spray forming process. The composition of the alloys was analyzed by spark emission spectrometer [PAN analytical- XRD & XRF Instrumentation, Model QSN 750-II single or multi matrix system].The nominal chemical composition of alloy is shown in the Table 1 and the details of the spray deposition process has been described elsewhere [7]. The graphite crucible was placed in an induction furnace. The graphite made melt delivery tube of 8mm diameter fitted at the center bottom of crucible to produce the superheated melt flow stream. Other end of melt delivery tube was fitted into free fall atomizer. The molten stream was atomized by N2 gas at the tip of the free fall atomizer by lifting the stopper rod. The details of the process parameters employed in the present investigation is shown in the Table 2.
Samples were cut from the central region of the deposit to prepare specimen of size 100 x 30 x 20 mm. The spray deposited alloys were hot pressed at a pressure of 55 MPa and temperature of 480 °C. The hot pressing was carried out using 100-Tonne hydraulic press. The tests were carried out at a crosshead speed of 0.5 mm/ min which corresponds to a nominal strain rate of 0.05min-1. The as-cast, spray deposited (SD), spray deposited and hot compressed (SD+HP) samples prepared using standard metallographic techniques of grinding on emery paper with 1/0, 2/0, 3/0 and 4/0 specifications. Final polishing was done on a wheel cloth using brasso and kerosene. The polished samples were etched with Keller’s reagent (1% vol. hydrofluoric acid, 1.5% vol. hydrochloric acid, 2.5% vol. nitric acid and rest water).The microstructures of samples were examined under a ZEISS Optical Microscope. Grain size measurement is carried out using image analysis following the procedure discussed in ASTM E-112-96 (ASTM, 2003) [8].The microstructure, fracture surface of the tensile specimens samples were examined on SEM (Model: JEOL JSM-6480LV). The SEM was operated at an acceleration voltage of 10-30 kV. The chemical compositions of the constituent present in phases were examined using an energy dispersive X-ray (EDX) micro-analyzer. The bulk density of density of the spray deposited alloys before and after hot pressing was measured using Archimedes principle to quantify the volume fraction of porosity. Micro hardness measurements were carried out on the as-cast, SD+HP alloys using Vickers hardness tester (Model: MVH, Meta-tech Industries, India). Hardness test was carried out using an indentation load of 250 g and allowing a dwell time of 10 seconds for each indentation and micro-hardness value is an average value of five readings. Standard tensile test specimens were prepared and testing was carried out as per ASTME-8 standard at room temperature and elongation was measured with a static axial clip on extensometer (Model: Instron, Strain gauge type, 2630-102). The tests were carried out at a crosshead speed of 0.0084 mms-1 which corresponds to a nominal strain rate of 0.06 min-1 and the test data reported was the average of three.
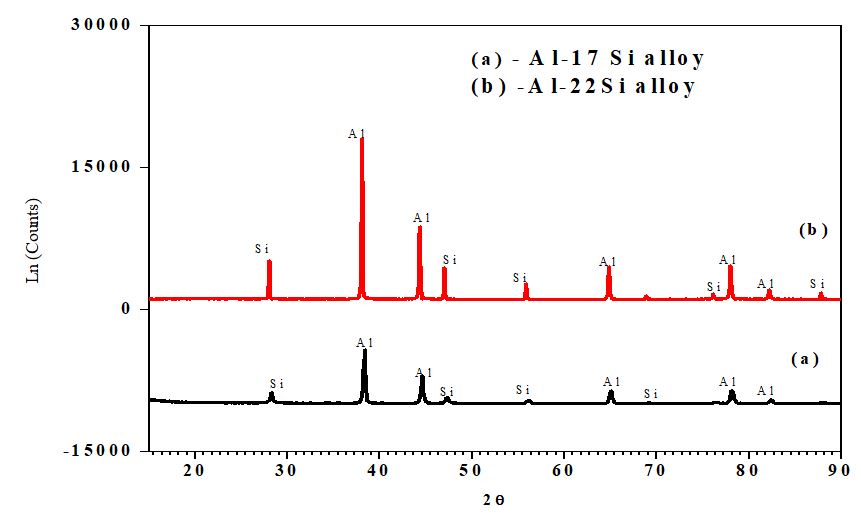
Figure 1 shows the X-Ray diffraction pattern of as casted and sprays formed Al-17, Al-22Si alloys. All the diffraction peaks can be attributed to Al, Si and no reflections of crystalline planes of any intermetallic phase. The alloy exhibits high intensity peaks of α-Al and low intensity peaks of Si phase. This indicates overall equilibrium dissolution of Si in the Al lattice due to high under-cooling. The peaks of the Si phase for the deposited alloys are shifted to low angles, indicating that the lattice parameters increases as a result increase in the solid solubility of Al.
SEM/EDS micrograph of as-cast Al-17Si alloy as shown in Figure 2. It consists of coarse primary Si particles of polygonal irregular with sharp edges and network of needle form eutectic Si phase having size in the range of 100 to 300μm distributed non-uniformly in α-Al matrix. SEM/EDS micrograph of as-cast Al-22Si alloy (Figure 2) comprises of coarse primary Si particle existing in the form of plate like/fishbone structure and needle form eutectic Si phase in the Al matrix. The close observation of the microstructure of as cast Al-22Si alloy reveals that the primary silicon particle nucleated and grew on the lateral surface in the form of hopper and octahedral structure. The SD alloys (Figure 3) consists of fine primary Si particle with size in the range of 3-7μm and acicular morphology of the fine eutectic Si phase uniformly distributed in equiaxed Al-matrix. The phase composition of spray deposited alloys corresponds to the points is shown in the Table 3 and Table 4. It is observed from the EDS analysis that increased solid solubility of Si in the eutectic phase in the spray deposited alloys compared to as cast alloys. The optical microstructural examination of spray formed alloys (Figure 4) revealed that micron size spherical shaped pores randomly distributed in the Al-matrix. Figure 4 shows the optical metallograph of spray formed alloy after hot pressing (SD+HP). After hot pressing of spray formed alloys, the significant reduction in the porosity volume level, coarse primary Si particles fragment into finer sizes and more homogeneous microstructure. The results of density values and volume fraction the porosity of the spray deposited alloys before and after hot pressing are shown in the Table 5. The density of the SD+HP alloy is lower than as cast alloy, and decreases with increase in Si content.
The slow cooling rate in the conventional casting of hypereutectic Al-Si alloy results in, coarse primary Si particles existing either in the form of block, fish bone structure, hopper like, star-like or plate-like structure. While the eutectic Si exhibits the form of acicular, flake, laminar, fibrous forms or needle shape [9]. Spray forming is the rapid solidification of atomized liquid droplets with cooling rate (103-106 Ks-1) and associated repeated deformation, extensive fragmentation and coarsening of partially solidified droplets during the build-up of the deposit. The resulting fine uniform distribution of primary Si particles, eutectic Si and equiaxial morphology of the α-Al phase is a remarkable feature. It has been implicit that during deposition stage, the solid, semi-solid and fully liquid droplets impacting the surface of the deposit provides a large number of fragments that acts as heterogeneous sites for nucleation and growth of further fine microstructure. The amount of primary Si particles increases the nucleation kinetics of Si by increasing the number density in the top layer. Thus suppressing the formation of eutectic Al-Si during deposition [10,11]. In hypereutectic Al-Si alloy Si grows in front of the Si/L interface. As a result there is a local region of low Si concentration present in front of the S/L interface. This lead to a relatively low liquidus temperature at the interfacial area. The liquidus temperature however increases with increasing distance from interface as the concentration in the liquid phase approaches the bulk concentration of the alloy. When a positive thermal gradient is present in spray deposition, the maximum undercooling will occur at some distance from the S/L interface. When the constitutional undercooling is large enough, new grains of Si may form in front of the S/L interface resulting in formation of particulate Si particles [6]. The formation of fine Si particulate is also a result of the competition between nucleation and growth in solidification front of the solid/liquid (S/L) interface in the top layer of the spray deposited material and the existence of concentration gradient in front of S/L interface, the dendritic growth is replaced by an equiaxed structure [12]. The deposition of high velocity semi-solid/liquid droplets on the substrate giving rise to highly turbulent fluid flow condition in the liquid pool on the growing surface leading to fragmentation of dendrites and other solid phases. The debris created from the dendrite fragmentation leads to a large number of heterogeneous nucleation sites which finally engender refined microstructure [13]. The amount of porosity in the spray deposited materials depends on thermodynamic properties of the material, atomizing gas and the processing parameters such as melt superheat and flight distance. The binary Al-Si alloys having higher Si content contains higher level of enthalpy and the spray of hypereutectic Al-Si droplets with a higher level of Si contains a higher fraction of liquid. The hot spray condition is easily formed during spray forming of high Si alloy preform, resulting in larger gas porosity in the alloy [14,15]. The formation of interstitial porosity is due to the lack of sufficient liquid to fill particle interstices and solidification porosity is significant primarily when excessive liquid is present in the spray upon impingement, interstitial porosity and solidification porosity may be treated as two mutually exclusive phenomena. The hot pressing of spray deposited alloys lead to the densification, microstructure recovery and recrystallization. This is due to the fragmentation and deformation of coarse brittle Si particles and subsequent realignment around the fine grained matrix boundaries. The hard and non-deformable Si particles get reinforced into the ductile Al-matrix and fine eutectic Si remains at the peripheral regions of the grain boundaries. Initiation of cracking of Si particles is attributed to macroscopic plastic strain around the ferrule regions of the grain boundary. The high stress imposed by hot pressing generates high density dislocations in the grains. Subsequently the movement and arrangement of dislocations form lots of small angle grain boundaries. The refining initial grains into several sub-structures. In addition to the refinement of grains, hot deformation promotes homogeneous precipitation of hardening particles in Al-matrix [16].
Microhardness:Table 6 shows the results of the hardness of as-cast and SD+HP alloys. The results indicate that the significant increase in the hardness of SD+HP alloys compared to as-cast alloys. The high hardness value of SD+HP alloys is due to the presence of fine and uniform distribution of Si particles in Al-matrix as well as reduction of porosity. The increase in the volume fraction of the hard Si will also lead to higher constraint in the localized deformation of softer matrix under the application of indentation load. Increase in the volume fraction of fine primary Si particulates and eutectic Si phase provide an appreciable impediment to plastic deformation to the indentation thus giving rise to increase in the hardness [17].
Tensile properties:The results of tensile testing at room temperature are shown in the Table 7. It depicts that the SD+HP alloys shows superior tensile strength as well as ductility compared to their as-cast alloys.
Fracture behavior:The SEM fractography of SD+HP alloys as shown in Figure 5. The fracture surface reveals the presence of coexisting facets, numerous micro-voids, fine microscopic cracks and a few large dimples which are associated with the primary Si particles. However, the dimples are more pronounced compared to the facets. This indicates that the SD+HP alloys subjected to combined ductile as well as brittle mode of fracture. The SEM fractography of the as-cast alloys is shown in the Figure 6. The fracture surface shows the presence of relatively flat and featureless zones which is indicative of crack initiation and propagation along the embrittled boundaries of α-Al grains and primary Si particles. The crack initiation at the Si/matrix interface during deformation may result in premature failure of the alloy.
The SD+HP alloys show higher values for yield strength and ultimate strength compared to as cast alloys. Presumably, the finer microstructure of the spray formed alloys. The fine size and uniform distribution of primary Si phase in the SD+HP alloys give rise to proper interface bonding due to increased surface to volume ratio of Si particulates and therefore improved strength and ductility. Increase in UTS and decrease in ductility with the increasing amount of Si in SD+HP Al-Si alloys may be attributed to the increasing volume fraction of plastically incompatible Si phase in ductile Al and increase of interface area between primary Si crystals and eutectic matrix with increasing Si content. The increasing volume fraction of plastically incompatible phases decreases the cavitations resistance of the matrix leading to early micro-cracking and hence the reduced ductility under application of tensile loads [18,19].
The low UTS in as-cast Al-Si alloys is due to the presence of coarse primary Si particles in the form of polyhedral and/or plate-like primary Si particles and plastically incompatible eutectic Si leading to the stress accumulation at the interface with the ductile matrix. The increase in the brittleness is due to the increase in the Si content and formation of micro-cracks /micro-voids under tensile loading [20]. Also the presence of defects in the as-cast materials leads to weakening of a material by reducing the amount of stress bearing area and therefore lowers the amount of stress the material is able to withstand [21]. The formation of the micro-crack/voids is caused due to plastic mismatch between the ductile Al matrix and brittle Si particle which is embedded in the matrix. This mismatch causes decohesion of the particles from the matrix and results in the drastic decrease of the UTS in the as-cast alloys. The fracture surface of as-cast alloys consists of large proportion of smooth facelets. The fractography of as-cast alloys also show the appearance of cleavage pattern with flat facets representing the Al-Si eutectic zone. In these areas the primary platelet might be torn off from the Al matrix leaving a terrace with a smooth facet. These facets may be formed as a result of fracture of brittle primary Si particles. It is also observed in the as cast alloys, there is lot of flower like morphology with no obvious cleavage facets. This may be due to the breaking of primary Si particles that leads to severe breakup. Between facets the formation of a sharp ridge by Al-matrix separating the Si platelets takes place. These tear ridges are due to the fracture of Al matrix. No ductile dimples in the fracture surface are observed, which may be attributed to the easy propagation of crack along the interface between Si platelets and Al matrix in the Al-Si eutectic. The initiation of serious plastic deformation in the Al-matrix around the Si particles is due to the tensile stress which leads to occurrence of Al-Si deboning and formation of micro-voids at the Al-Si interface. During tension, these micro-voids at the interface may connect to each other and form microscopic crack. The presence of the crack indicates high stress concentration at its tip along the Al-Si interface which may cause both fracture of Si particles and new crack nucleation inside the Al-matrix. The morphology of fracture surfaces indicates void initiation at the interfaces of the dispersed Si phases and matrix followed by coalescence which is the main failure mechanism. The void nuclei are considered to be formed preferentially at the interfaces between the Si particles and the matrix where the stress concentration is more severe. Obviously the cracking of the primary Si particles plays an important role in the fracture process of the alloy. The concentrated stress at the primary Si particles reaches such a high level that at a relatively low mean tensile stress less than the local strain energy is sufficient for the generation of new crack surfaces. Comparing the fracture surfaces in all Al-Si alloys the Si particle cracking appears as the main mechanism and there is an increase in the particle density on the fracture compared to volume fraction of the matrix. It can be from the fracture surface of SD+HP alloys that the fractured Si particles are surrounded by the ductile fracture of the matrix. In large number of cases matrix width between two fractured particles is very small. The analysis of the fracture surface shows that the predominant micro-mechanisms start by cracking of the Si particles followed by propagation of the crack from one particle to another sometimes along the eutectic path and finally linking the cracks by ductile fracture. Particle interface decohesion is rarely observed. In this sense all observations indicate that the Si particle fracture and the coalescence of these cracks are the failure mechanisms in these materials.
➢ Spray forming process is found to be effective in achieving the microstructural refinement. The spray formed alloys consists of fine primary Si particles, with spherical morphology of size varying from 3 to7 μm. In contrast, the as-cast alloy shows coarse, polygonal and non-uniformly distributed primary Si phase and flake-like eutectic Si embedded in eutectic matrix. ➢ The hot pressing of spray formed alloys lead to the densification and recrystallization of microstructure. ➢ The microhardness values of SD+HP alloys are higher compared to their as-castcounterparts and the hardness of both the as- cast, SD+HP alloys increases with increase in the Si content. ➢ The spray deposited and hot pressed alloy shows high ultimate tensile strength and ductility as comparable to the as-cast alloy ➢ The fractography of the SD+HP alloys shows dimples coexisting with small size facets indicating a mixed mode of ductile and brittle fracture.. The fracture surface of as-cast alloys shows large plane facets indicative of crack initiation and propagation along the embrittled boundaries of α-Al and primary Si particles. The crack initiation at the Si/matrix interface may result in premature failure in brittle mode of fracture.

.JPG)
.JPG)
.JPG)
.JPG)
.JPG)
.JPG)
.JPG)
.JPG)
.JPG)
.JPG)